Det var i slutet av 1950-talet som skärverktyg med utbytbara hårdmetallskär, mekaniskt fastspända i en verktygskropp, för första gången förverkligades i praktiken. Mycket har förändrats sedan dess, särskilt när det gäller formen på dessa skär. Framstegen inom pulvermetallurgi och pressteknik har möjliggjort en övergång från relativt enkla former på skären till mycket mer komplexa. På de flesta moderna skär har de plana sidorna med tydligt definierade kanter ersatts med mjuka 3D-ytor. Denna utveckling är resultatet av ett ständigt pågående arbete som syftar till att hitta den bästa balansen mellan geometri, beläggning och substrat i relation till fastspänningsmetoden, där målet är att uppnå:
- Optimal skärgeometri för effektiv spånbildning.
- Smarta ytterformer som gör att skäret kan användas i fler olika tillämpningar.
- Rationell och hållbar materialanvändning för ökad kostnadseffektivitet.
Vändskär avsedda för svarvning, fräsning, borrning eller gängning har anmärkningsvärt många olika skärformer: bland annat fyrkantiga, runda, åttkantiga, rombiska och trigoner. Skären kan vara enkelsidiga, med skäreggar endast på ovansidan, eller dubbelsidiga, med skäreggar på både ovansidan och undersidan. Det är intressant att notera att dessa förändringar även har påverkat terminologin. De första mekaniskt fastspända skären kallades för "engångsskär", eftersom de kasserades efter användning. Idag beskrivs de oftare som ”vändskär”, eftersom de har flera skäreggar som man byter till genom att vända eller rotera skäret. Man kan tycka att det borde finnas en bortre gräns för antalet former och geometrier som skären kan ha och att variationsrikedomen, med olika profiler, vid det här laget skulle ha nått vägs ände. Men den uppfattningen har tydligen inte verktygstillverkarna, för de lanserar ständigt nya skärgeometrier i jakten på den perfekta kompromissen för ovan nämnda mål. I många fall är det även möjligt att uppfylla kraven med redan väletablerade, standardiserade. Exempel på detta är de vändskär för svarvning som ISCAR nyligen har utvecklat som en del av företagets senaste LOGIQUICK-kampanj.
Fem skäreggar för ökad kostnadseffektivitet och mångsidighet
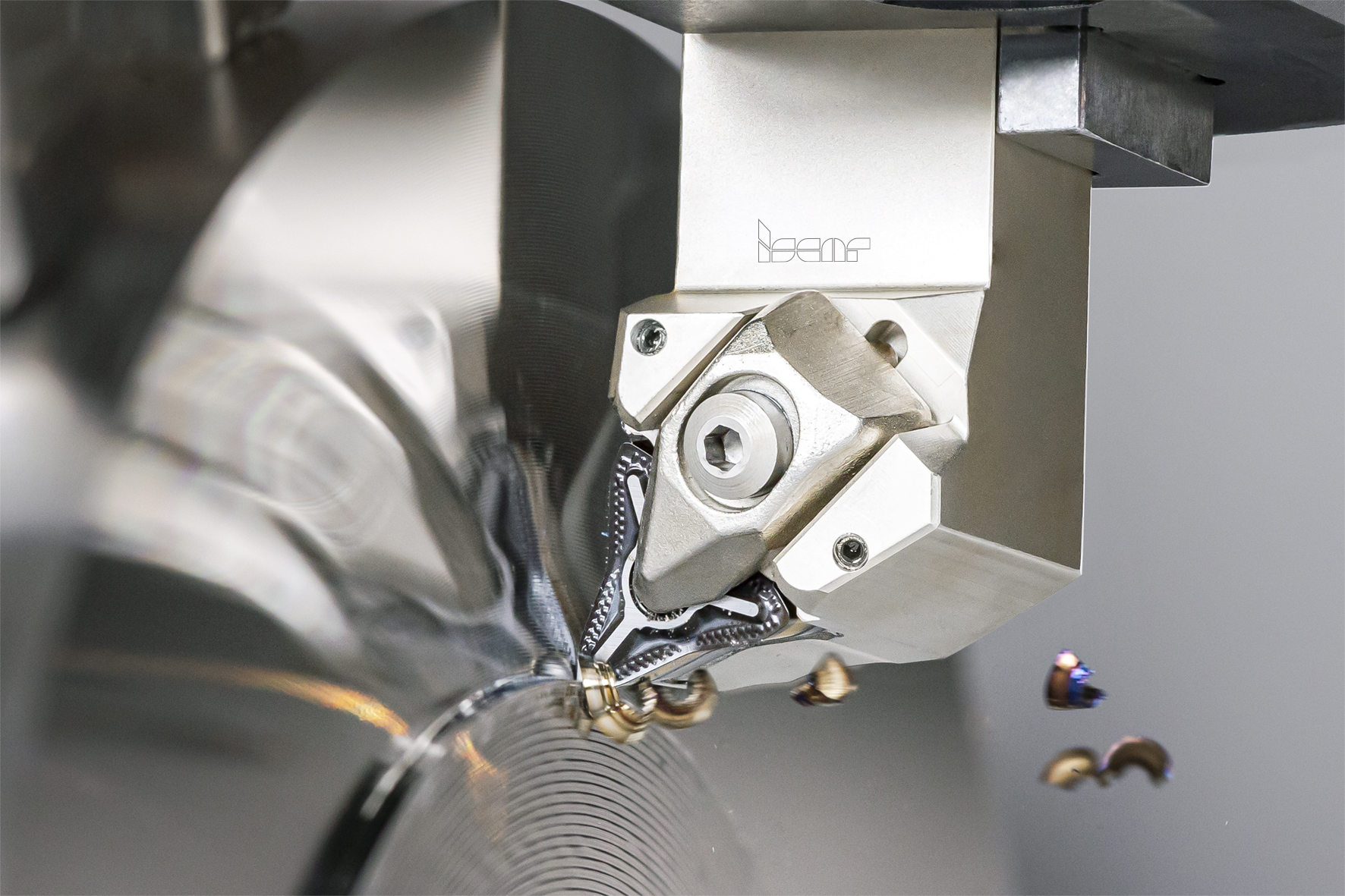
POMG är ett dubbelsidigt skär med fem skäreggar som utgör det senaste tillskotten av svarvverktyg i DOVE-IQ-TURN-familjen (Bild 1). Tack vare att skärets är femkantigt och vändbart har det hela tio skäreggar – fem på ovansidan och fem på undersidan – för optimal kostnadseffektivitet. De specialutformade sidoytorna gör att skäret kan klämmas fast i ett skärläge med laxstjärtprofil, vilket ger en extremt stabil inspänning som klarar stora mekaniska belastningar under bearbetningen. Skäret är avsett att användas i två typer av hållare med olika ställvinkel: 55° för grov till medelfin bearbetning med skärdjup på upp till 5 mm och 14,5° för högmatningssvarvning med små skärdjup (upp till 1,5 mm). Skärets hörn utgörs av en radie med en wiper på var sida. Med denna konstruktion går det att förbättra ytjämnheten, till och med vid grovbearbetning med höga matningshastigheter.
Sammanfattningsvis ger pentagonformen och den innovativa designen ett mycket ekonomiskt, hållbart och mångsidigt skär, vilket säkerställer god produktivitet och ytjämnhet. Detta ökar möjligheterna att minska bearbetningskostnaderna, särskilt vid grovsvarvning.
Ännu en möjlighet – konkava skär med sex skäreggar
Vid svarvning ger en konkav hexagonform på vändskäret en betydande fördel – bättre åtkomlighet vid bearbetningen. Sexkantsformen gör det nämligen möjligt att komma åt att bearbeta på svåråtkomliga ställen samtidigt som antalet skäreggar blir fler. Den symmetriska formen passar perfekt för att möta kraven vid bearbetning i flera riktningar. Det är därför inte förvånande att denna form har valts för de senaste Q6-MNMG-skären (Bild 2), som monteras i ISCARs QUICK-TURN-verktyg för bearbetning i flera riktningar, profilbearbetning, plansvarvning med mera, särskilt vid grovbearbetning vid hög belastning. För att säkerställa att skäret hålls kvar i rätt position när man byter riktning och klarar att skärkraften varierar vid svarvning i flera riktningar har skäret försetts med tre åsar på både ovansidan och undersidan. Dessa åsar passar in i motsvarande spår i botten av skärläget. Åsarna, som är placerade på spånsidan, hindrar dock inte spånflödet. Denna nya lösning ger en imponerande prestanda och gör det möjligt att utföra olika uppgifter med ett enda mångsidigt svarvverktyg.
Det konkava sexkantsskäret har fått ytterligare användningsområden i en annan produkt, QUICK-T-LOCK, som även det är konstruerat för svarvning i flera riktningar. I motsats till Q6-MNMG som är ett negativt skär, är Q3-MCMT QUICK-T-LOCK (Bild 3) ett enkelsidigt positivt skär med lutande släppningsytor och en undersida som är mindre än ovansidan. Jämfört med den negativa profilen hos ett dubbelsidigt skär har Q3 en mer positiv skärgeometri, vilket ger mindre friktion och därmed mjukare bearbetning. Dessutom ger de lutande sidoytorna på Q3-skären bättre kapacitet för bearbetning på svåråtkomliga ställen. Sammanfattningsvis kan skär med den konkava sexkantsformen med fördel användas vid såväl tung grovbearbetning som vid mer noggrann, lättare bearbetning vid flerriktad svarvning.
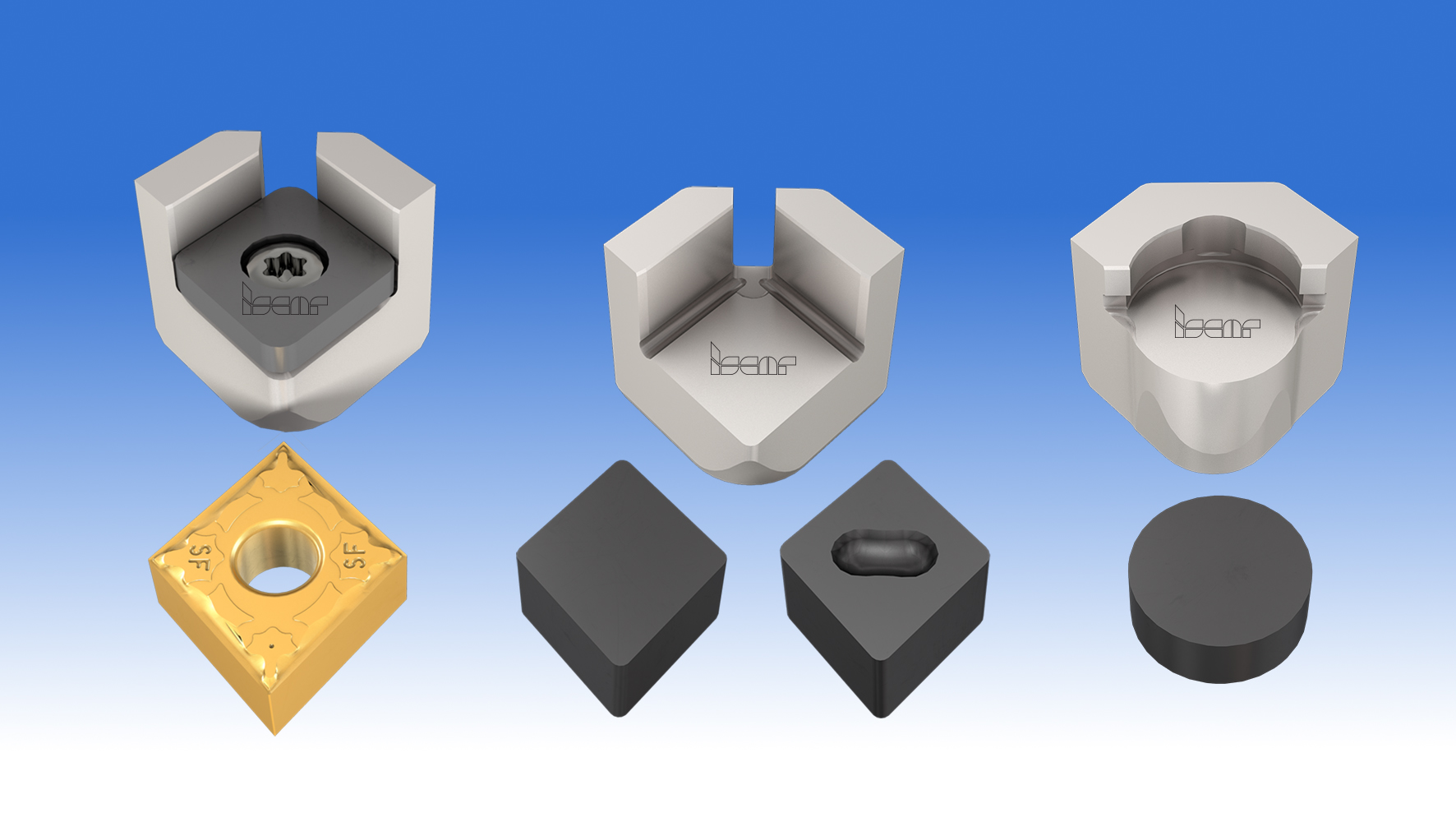
Skärkassetter ökar verktygets mångsidighetHur kan skär med olika form monteras i ett och samma verktyg? Om det gick att hitta en lösning på denna utmaning skulle verktygskroppen kunna användas på ett smart sätt som ökar verktygets mångsidighet och minskar antalet verktygstyper som en kund behöver ha i lager. Ibland kan skär med olika form monteras i ett och samma skärläge, om det är smart konstruerat. I de flesta fall är dock skärläget konfigurerat för en viss kontur på skäret, alltså konstruerat för montering av skär med motsvarande form som skärläget. En effektiv lösning på detta problem är att använda utbytbara skärkassetter som monteras i verktygskroppen. Varje kassett har ett skärläge som lämpar sig för skär med en specifik geometri. Detta ger ytterligare en fördel: om ett skär går sönder påverkas inte verktygskroppen. Man byter helt enkelt bara ut den skadade kassetten så kan själva verktygskroppen fortsätta att användas. ISCAR har anammat detta koncept i svarvverktygen CER-M-TURN. I hållarna – som finns med fyrkant- och Capto-infästning – går det att montera utbytbara kassetter för rombiska och runda skär i hårdmetall, keramik, CBN och med spets av PCD (Bild 4). Vid behov kan även ett hårdmetallsäte monteras i kassetten. Hållarna har utlopp för kylvätska som är riktade direkt mot skäreggen för högtryckskylning (HPC) och de är även justerbara för att maximera kylning och smörjning. Dessutom har fastspänningsmekanismen förbättrats för att förhindra att keramik- och CBN-skär roterar eller går sönder, vilket ger optimal prestanda och förlängd verktygslivslängd. Så vilken form vändskäret behöver ha avgörs av de konstruktionskraven. Även om det självklart finns en bortre gräns för hur många olika former skär kan ha, så går utvecklingen hela tiden framåt med nya användningsområden för välbekanta skärprofiler.