Co očekávají výrobci od výrobců řezných nástrojů? Bez pochyby to, že vždy nabídnou optimální řešení řezných nástrojů pro danou aplikaci. A jak je vlastně definován optimální řezný nástroj pro konkrétní aplikaci? Je jasné, že k dosažení ideálního řešení musí být stanoveny normy. Standardy řezných nástrojů jsou také definovány pravidly, které umožňují výběr nejlepšího možného nástroje pro danou aplikaci. Technická literatura často zmiňuje ten či onen nástroj jako optimální pro danou aplikaci. Proto je nezbytná jasná definice standardu optimálnosti.
Kritéria pro nalezení optimálního řezného nástroje závisí na různých faktorech. Typ výroby (malosériová, velkosériová, hromadná), sortiment, obráběné materiály, typy strojů, strategie obrábění a další mají přímý vliv na výběr nejvhodnějšího nástroje výrobcem. Výrobce se pochopitelně orientuje na nástroj, který mu zaručí nejvyšší možný výkon. Toho lze dosáhnout optimalizací geometrie nástroje a výběrem nejvhodnější jakosti řezného materiálu. Zvolená geometrie a řezný materiál jsou klíčovými atributy nástroje v návaznosti na typ materiálu obrobku. Takže jaký je vlastně ideální řezný nástroj? Efektivní nástroj pro obrábění litiny s největší pravděpodobností nebude tím nejlepším řešením pro obrábění žáruvzdorných superslitin.
Výrobci se potýkají s neustálými dilematy při obrábění obrovského množství obrobků různých tvarů a rozměrů. Konkrétní aplikace může vyžadovat nástroj s dlouhým vyložením, zatímco v jiných případech bude délka nástroje příčinou ke snížení stability obrábění a nevyhnutelně dojde k omezení výkonu.
Výběr optimálního nástroje je pouze jednou z mnoha částí jádra problému kritického pro všechny procesy obrábění, což bezpochyby vyvolává otázku, jak tedy efektivně obrábět? K dosažení tohoto cíle je třeba vzít v úvahu různé vzájemně související faktory, jako je mimo jiné efektivní využití obráběcích strojů, kompetentní plánování výrobních procesů, dostupné upínací přípravky a řízení nástrojových zásob. Všechny faktory podléhají optimalizaci a nalezení vhodného nástroje se může ukázat jako nedílný článek ke splnění úkolu.
Moderní výroba je reprezentována CNC obráběcími stroji s pokročilými schopnostmi. Prémiové stroje nové doby jsou sice nákladné, ale výrazně zkracují dobu obráběcího cyklu, což v konečném důsledku významně snižuje výrobní náklady. Ideální řezný nástroj by měl poskytovat maximální produktivitu v kombinaci s přiměřenou a stabilní životností nástroje. Aby bylo možné určit vhodné řešení, vyvíjejí výrobci nástrojů pokročilé řezné geometrie a nové jakosti řezných materiálů, které umožňují spolehlivý proces obrábění při vysokých úběrech materiálu při různých řezných podmínkách. Protože se od nástroje očekává, že umožní efektivní obrábění rozličných materiálů, měly by být odpovídajícím způsobem optimalizovány geometrie a řezné materiály.
Minimalizace nevýrobních časů je další způsob, jak snížit výrobní náklady. Spojení se spolehlivým dodavatelem řezných nástrojů, který je schopen zajistit plynulost a dostupnost dodávek nástrojů, je jistě dobrým předpokladem k úspěchu. Včasné dodání je velmi zásadní pro nahrazení „optimálního“ nástroje za „vhodný“.
Když řeknete, že „nejlepší nástroj je ten, který právě máte po ruce“, pochopíte důležité principy obrábění kovů, díky čemuž je „ideální“ nástroj vlastně snadno dostupný.
V dokonalém světě ideální nástroj usnadňuje obrábění různých tvarů obrobků při aplikacích s potřebou dlouhého nebo krátkého vyložení bez ztráty výkonu. Přizpůsobení nástroje je dalším parametrem pro nalezení optimálního řešení.
Od vyspělých obráběcích strojů se očekává, že budou integrovat optimální strategie obrábění. Tyto strategie jsou plánovány, programovány, kontrolovány a ověřovány ve virtuálním prostředí počítačem podporovaného strojírenství (CAE) dlouho před započetím procesu obrábění na CNC stroji. Proto by správný nástroj měl mít svou příslušnou virtuální komponentu, digitální dvojče, které by mělo být integrováno do CAE systémů.
Široká škála nových produktů ISCAR, představená v kampani NEOLOGIQ, je zaměřena na optimalizaci nástrojových řešení pro moderní obrábění kovů. Kampaň NEOLOGIQ přinesla na trh nástroje a destičky s novými geometriemi a také jakostmi řezných materiálů. Mezi mnoha novinkami jsou i nástroje pro soustruhy švýcarského typu a víceúčelové stroje.
Nerezová ocel a neželezné kovy jsou běžně používané materiály při výrobě miniaturních dílů v lékařském a hodinářském průmyslu. Pro hromadnou výrobu dílů se používají malé a střední soustruhy švýcarského typu. Nová generace kosočtvercových ISO soustružnických destiček byla vyvinuta speciálně pro tento průmysl. Destičky CCGT, DCGT a VCGT (viz obr. 1) jsou přesně broušené a leštěné a dodávají se se dvěma typy utvařečů: F1M 20P pro polodokončování a dokončování mat. skupin ISO M, S a N 2) a F1M 12P pro dokončování mat. skupin ISO P, M, S a N. Leštěné čelo zamezuje tvorbě nárůstku na břitu, a proto mají destičky výrazně prodlouženou životnost. Destičky jsou dostupné v karbidu IC1008 s TiAlN+TiN PVD povlakem.
ISCAR uvedl na trh dvě nové jakosti karbidů pro frézování. Karbid IC716 je určen pro obrábění slitin titanu (ISO S20–S25). Vyznačuje se houževnatým substrátem ze slinutého karbidu s vysokou odolností proti tepelným trhlinám a novým vysoce tvrdým keramickým PVD povlakem (TiB2) s hladkým povrchem. Karbid IC5600 je určen pro obrábění mat. skupiny ISO P (P10–P15). Jedná se o submikronový substrát s 3vrstvým MT CVD povlakem s postpovlakovací povrchovou úpravou SUMOTEC. Tato kombinace podstatně zlepšuje odolnost destiček vůči abrazi a tepelnému zatížení a umožňuje použít vysoké řezné rychlosti a velký odběr přebytečného materiálu.
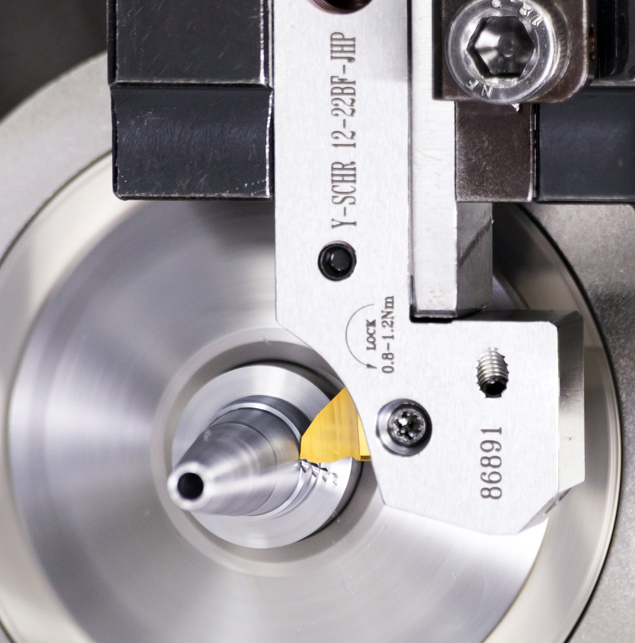
Díky vývoji obráběcích strojů se metody soustružení v ose Y staly běžnými. Obrábění v ose Y umožňuje velmi stabilní řez a bezproblémový odchod i dlouhých třísek směrem dolů díky gravitační síle. Je zřejmé, že kovoobráběcí průmysl zvyšuje požadavky na pokročilé řezné nástroje konstruované speciálně pro soustružení v ose Y. V návaznosti na tuto skutečnost uvedla firma ISCAR na trh novou produktovou řadu soustružnických držáků NEO Y SWISS (viz obr. 2). Držáky jsou vhodné pro použití na strojích švýcarského typu pro obrábění miniaturních součástí. Dostupné jsou zatím pro 4 typy destiček s označením Y PCHRS 17, Y SCHR 22BF, Y SDJCR S a Y SVJCR S ve verzi bez chlazení a také s vysokotlakým chlazením, jež je indikováno písmeny JHP na konci označení.
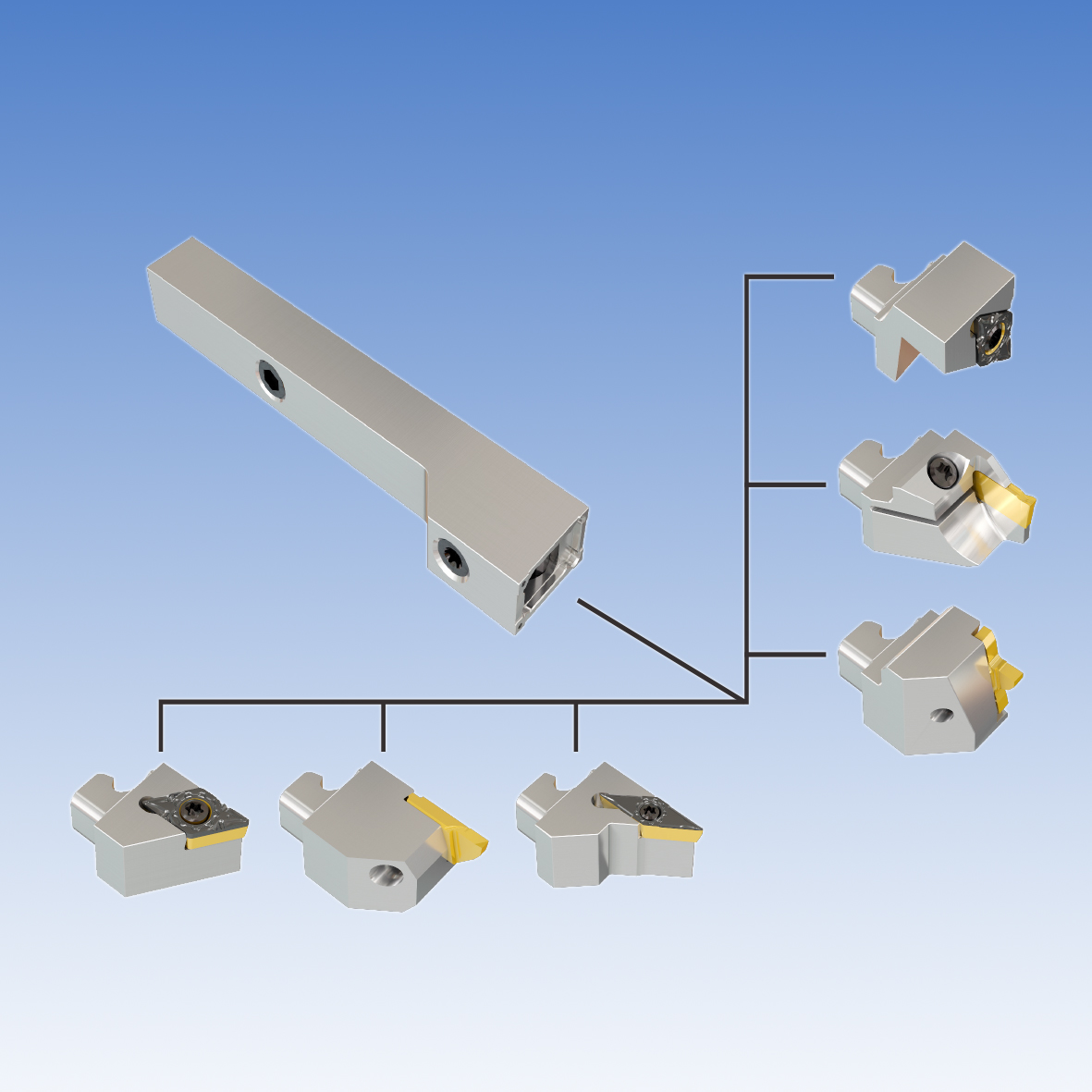
Modulární koncepce nástroje, která využívá sestavu nástrojů založenou na standardních prvcích, jako jsou držáky, hlavice, stopky, prodloužení, redukce atd., představuje efektivní způsob, jak najít optimální nástroj pro konkrétní aplikace. Proto ISCAR uvedl na trh novou řadu nástrojů NEOSWISS. Jedná se o modulární soustružnický držák pro stroje švýcarského typu s rychlovýměnnou hlavicí. Do držáku lze upnout širokou škálu vyměnitelných hlavic pro operace soustružení, zapichování, upichování a závitování (viz obr. 3). Držák má speciální mechanismus upínacího klínu navržený pro maximálně tuhé upnutí hlavice a umožňuje její výměnu v omezeném pracovním prostoru CNC stroje.
ISCAR kromě jiného klade důraz na rotační nástroje a hlavice, jako jsou nástroje z řady MULTI MASTER a CHAM IQ DRILL. Tyto modulární řady nástrojů umožňují rychlou výměnu hlavice v pracovním prostoru stroje bez potřeby seřizování (No Setup Time). To snižuje vedlejší nevýrobní časy a zajišťuje vysokou opakovatelnost obrábění. Modulární koncepce jednotlivých řad nástrojů ISCAR usnadňuje přizpůsobení konfigurace nástrojů konkrétní aplikaci.
ISCAR významně vylepšil i své digitální a virtuální nástroje na webu. Pokročilý elektronický katalog integruje 3D a 2D zobrazení nástrojů a umožňuje vytvářet nástrojové sestavy. Pomocník pro výběr nástroje známý jako NEOITA umožňuje vyhledání optimálního nástroje pro konkrétní obráběcí operaci. Systém vygeneruje a doporučí efektivní nástrojová řešení s vhodnými řeznými podmínkami, vypočítává odběr materiálu, řeznou sílu atd. a umožňuje přístup do e-katalogu.
Nová aplikace NEOITA je ke stažení i pro mobilní zařízení. Prostřednictvím cloudové technologie je NEOITA k dispozici 24 hodin denně, 7 dní v týdnu a v různých jazykových mutacích (obr. 4).