V kovoobráběcím průmyslu bylo dosažení dobré drsnosti obrobených ploch vždy jedním z hlavních směrů vývoje řezných nástrojů. Zejména to platí pro nástroje s vyměnitelnými destičkami.
I přes výrazné zlepšení drsnosti povrchu obrobku v posledních letech se konstruktéři nástrojů domnívají, že je stále co zlepšovat a inteligentní aplikace posledních generací moderních nástrojů mohou výrazně pozitivně ovlivnit kvalitu povrchu obrobků.
U nástrojů s vyměnitelnými destičkami jsou klíčovými faktory, určujícími kvalitu obrobeného povrchu, geometrie destičky a přesnost tělesa nástroje. Obě vlastnosti úzce souvisejí s použitými vyměnitelnými destičkami.
Technologie práškové metalurgie umožnila výrobu karbidových destiček složitých tvarů, optimální řezné geometrie a vysoké rozměrové přesnosti. Není divu, že takový technologický pokrok ve výrobě destiček vedl k výraznému zlepšení drsnosti povrchu obrobku při čelním frézování. Ačkoliv byly nástroje s vyměnitelnými destičkami úspěšně použity pro obrábění vysoce odolných materiálů a výrobci tak mohli, v mnoha případech, upustit od přebrušování povrchu, kovoobráběcí průmysl začal požadovat ještě vyšší stupeň drsnosti při frézovacích operacích.
Fréza s vyměnitelnými destičkami má vždy více zubů. Více zubů = vyšší produktivita. O tom není pochyb. Ovšem co se týče drsnosti povrchu, velký počet zubů může způsobovat problém. I velmi malý rozdíl v axiálním přesazení destiček v tělese vede k nepravidelnému úběru materiálu jednotlivými zuby a přispívá ke chvění nástroje, což ve výsledku může negativně ovlivňovat kvalitu povrchu.
Přesnost destiček lze nepochybně zvýšit jejich broušením. Broušení navíc poskytuje ostrou řeznou hranu, která je velmi důležitá pro snadné vnikání břitu do materiálu a také pro udržení břitu v řezu. Tím se efektivně předchází nežádoucímu jevu, kterým je plastická deformace materiálu (neboli zpevňování mat.) při malých hloubkách řezu. Pro dosažení vysoce přesného ostří je v ideálním případě nutné brousit destičku nejen po jejím obvodu (na hřbetu) ale také na čele.
Přesnost jednotlivých zubů v tělese frézy neovlivňuje jen samotná destička, ale také lůžko, které má vlastní rozměrové a tvarové tolerance. Tzn., že i v případě, že máme ideálně přesné destičky s minimálním axiálním přesazením, nemůžeme nikdy dosáhnout povrchu, kterého je dosaženo při přebroušení. Jediný způsob, jak tento problém překonat, je použití hladicí frézy s jednou vyměnitelnou destičkou. Hladicí frézy jsou proto velmi oblíbené při různých dokončovacích frézovacích aplikacích a poskytují až zrcadlový povrch. Bohužel ale produktivita je v tomto případě, ve srovnání s vícezubými frézami, velmi nízká.
Jak tedy vyřešit takto složitou situaci a najít přijatelnou rovnováhu mezi kvalitou povrchu a produktivitou? Výrobci řezných nástrojů mají různá řešení.
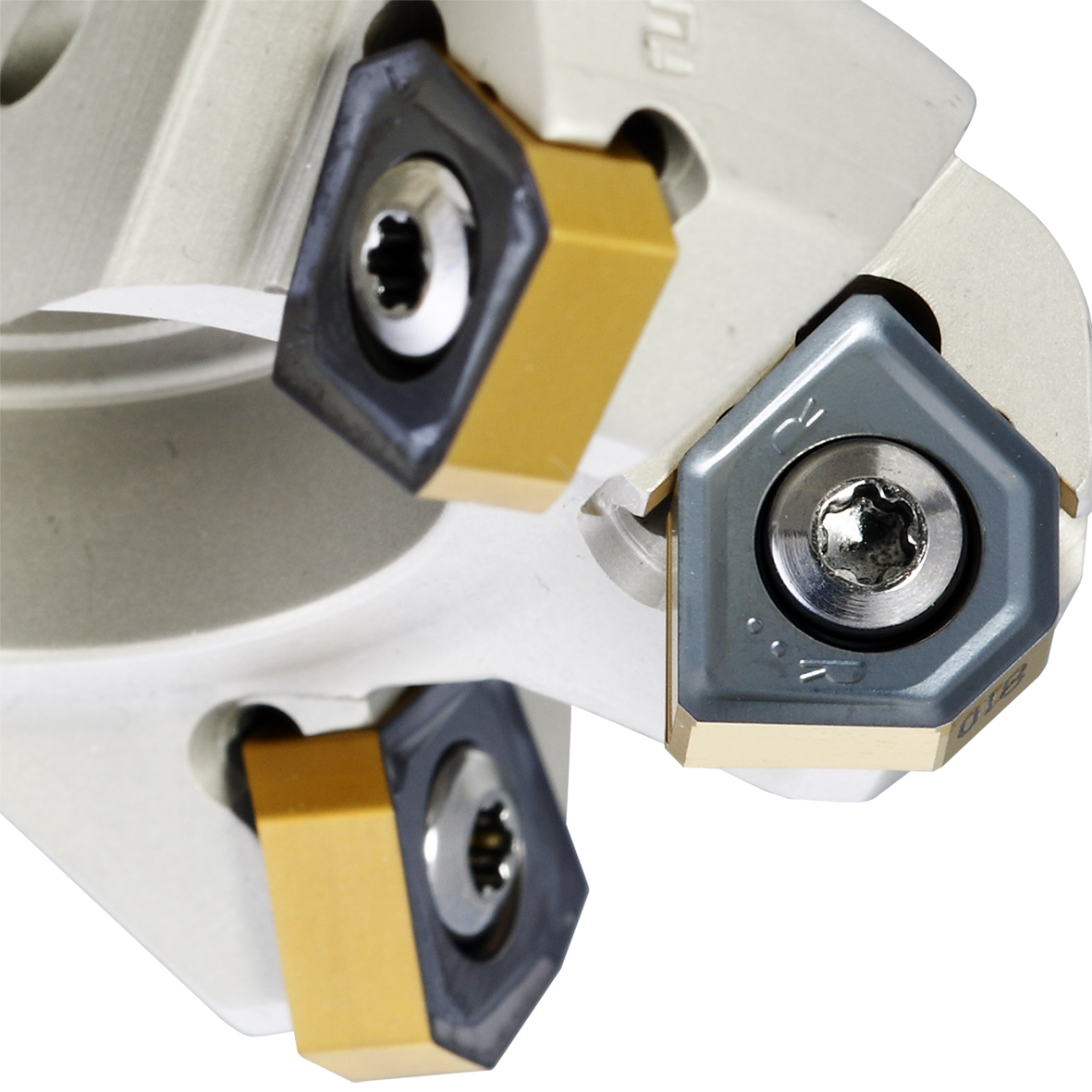
Integrovaná hladicí geometrie na části řezného břitu je dnes již běžným prvkem různých typů frézovacích destiček. Délka hladicího břitu by měla být větší než posuv na otáčku. I když část hladicího břitu je obvykle nazývána „ploškou“, má někdy poměrně složitou geometrii, která kompenzuje negativní vliv opotřebení. Destička je v lůžku upnuta tak, aby byl hladicí břit orientován rovnoběžně s opracovaným povrchem. Ten je tedy tvořen nejvíce vyčnívající destičkou z nástroje. S příchodem destiček s integrovaným hladicím břitem je nyní mnohem snazší dosahovat velmi uspokojivých drsností povrchu. A proto dnes mohou mít i hrubovací frézovací destičky integrovaný hladicí břit (viz obrázek č. 1).
Čelní frézy z řady DOVEIQMILL, od společnosti ISCAR, jsou osazeny oboustrannými čtvercovými destičkami (IQ845 SYHU) s dlouhým hladicím břitem. Tyto nástroje jsou určeny pro hrubování a polohrubování s finální drsností povrchu, která je obvykle charakteristická pro polohrubovací až dokončovací operace. Frézy z řady DOVEIQMILL tak naplnily očekávání svých konstruktérů a použití těchto nástrojů v praxi vedlo ke zrušení nutnosti provádět dokončovací operace. Frézy IQ845 jsou schopné dosahovat drsnosti povrchu Ra 0,4 µm (při obrábění oceli a litiny).
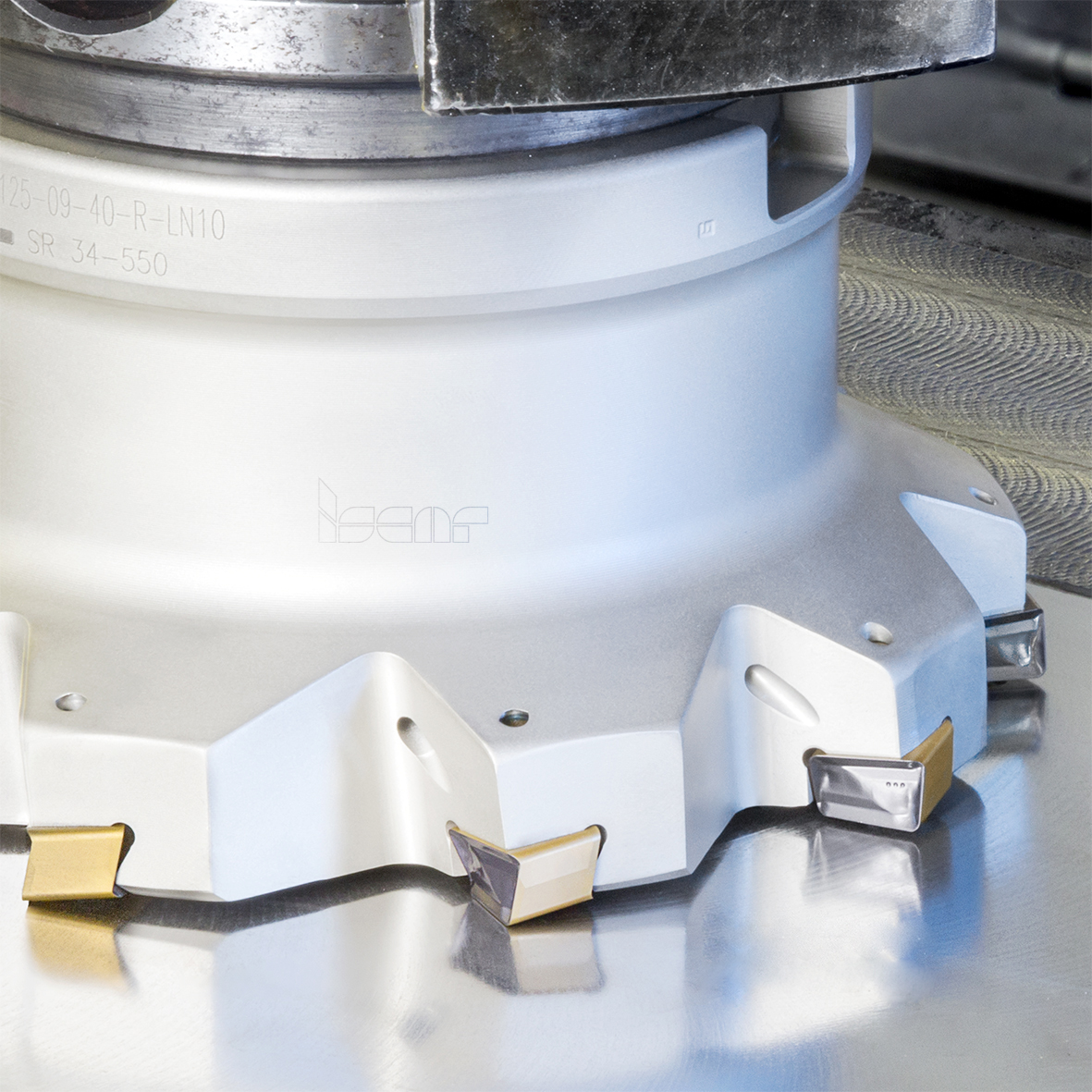
Délka hladicího břitu se zvyšuje u nástrojů s vyšším počtem zubů (nástroje velkých průměrů) a u jemnozubých fréz. V takových případech lze dobré drsnosti povrchu dosáhnout za použití speciálně konstruovaného ostří, přičemž délka hladicího břitu je výrazně větší, než u standardní destičky a nebo dvou hladicích destiček (pro nástroje velkých průměrů). Dobrým příkladem takového řešení je hladicí destička ONHU (s písmenem W na konci označení), která se upíná do stejného lůžka tělesa jako standardní destičky, ale přesahuje z něho o několik desetin milimetru v axiálním směru (viz obr. 2).
Velmi dobrých výsledků lze dosáhnout použitím fréz s vyměnitelnými kazetami, které využívají různé mechanismy k nastavení polohy ostří destičky v rámci velmi přísných limitů (pouze několik mikronů). Nicméně tyto seřiditelné nástroje mají i svou stinnou stránku věci. Jedná se totiž o takřka mravenčí práci, která vyžaduje čas.
Ideálním řešením by byl nástroj, který po upnutí destičky nemá žádné požadavky na seřízení a nastavení polohy břitu pro dosažení vysoké kvality povrchu. Proto zlepšení přesnosti a pokročilé geometrie jsou hlavním cílem při modernizaci a vývoji nových frézovacích nástrojů pro obrábění ploch tak říkajíc „načisto“.
Výrobci řezných nástrojů zároveň nabízejí nejrůznější jedinečná řešení, která přitahují pozornost svou originalitou. Příkladem jsou nástroje z řady TANGFIN společnosti ISCAR s tangenciálně upnutými destičkami s integrovaným širokým hladicím břitem (viz obr. 3). Frézy TANGFIN se vyznačují stupňovitě uloženými destičkami v tělese, a to jak v axiálním, tak i radiálním směru. Každý zub odebere část z celkové hloubky záběru. Takto se docílí extra jemného povrchu s drsností Ra až 0,1 μm.
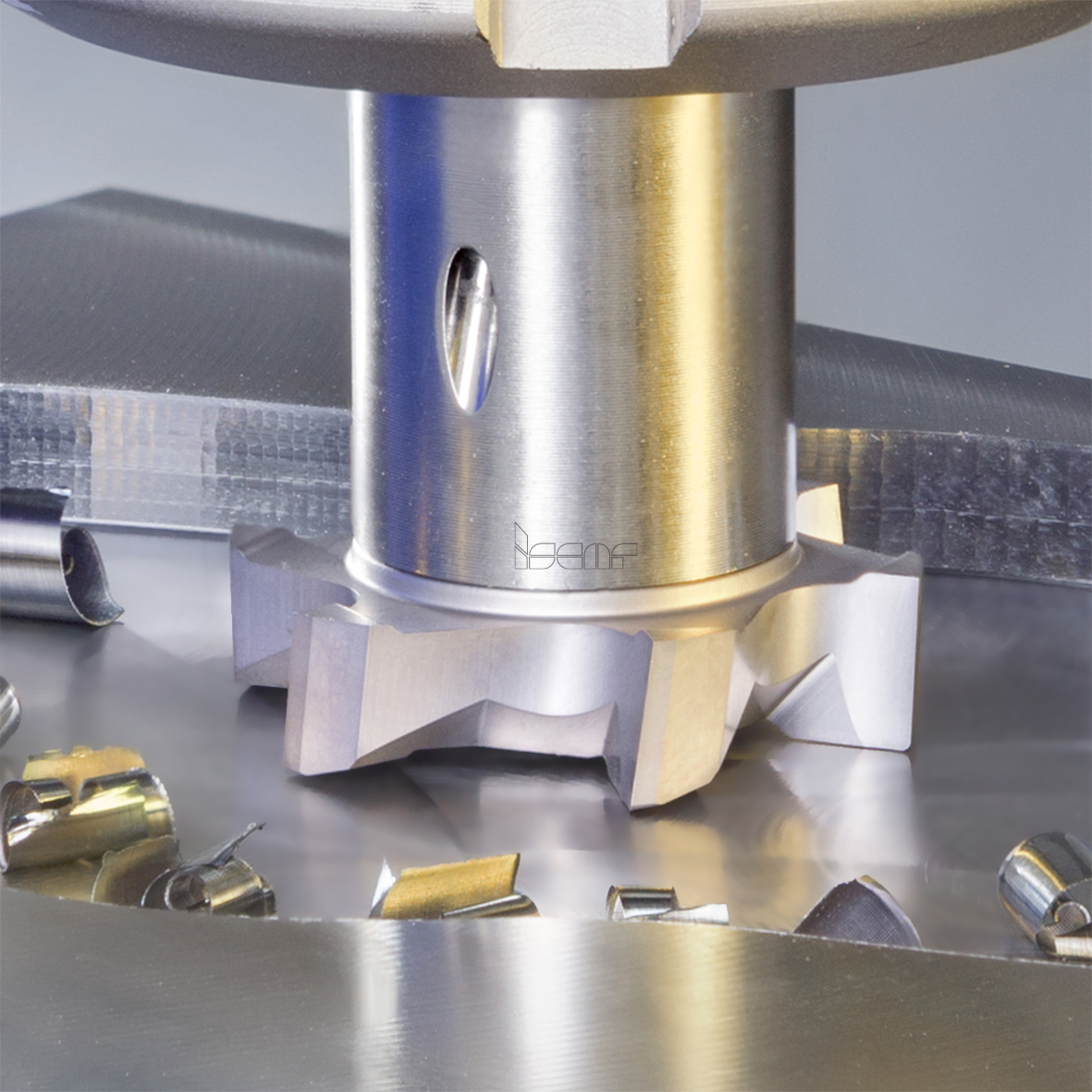
Pro zajištění vysoké kvality povrchu při frézování relativně malých ploch vyvinula firma ISCAR vyměnitelné monolitní karbidové hlavice o průměru 12–50 mm a rozšířila tak svoji stávající nástrojovou řadu MULTI-MASTER a T-FACE (viz obr. 4). Hlavice SD FM jsou broušené, a tedy velmi přesné, mají ostré řezné hrany a umožňují větší počet zubů v porovnání s nástroji s vyměnitelnými destičkami stejného průměru. Kombinace těchto vlastností zaručuje vysoce výkonné a velmi přesné frézování.
Moderní doba a zavádění pokročilých technologií pro výrobu vysoce přesných obrobků a také technologie 3D tisku vede ke snižování přídavku na obrobcích. Dále se zvyšují nároky na kvalitu povrchu. Dokážou tedy výrobci řezných nástrojů najít rychlou, jednoduchou a účinnou odpověď na nové požadavky z výroby? To ukáže blízká budoucnost.